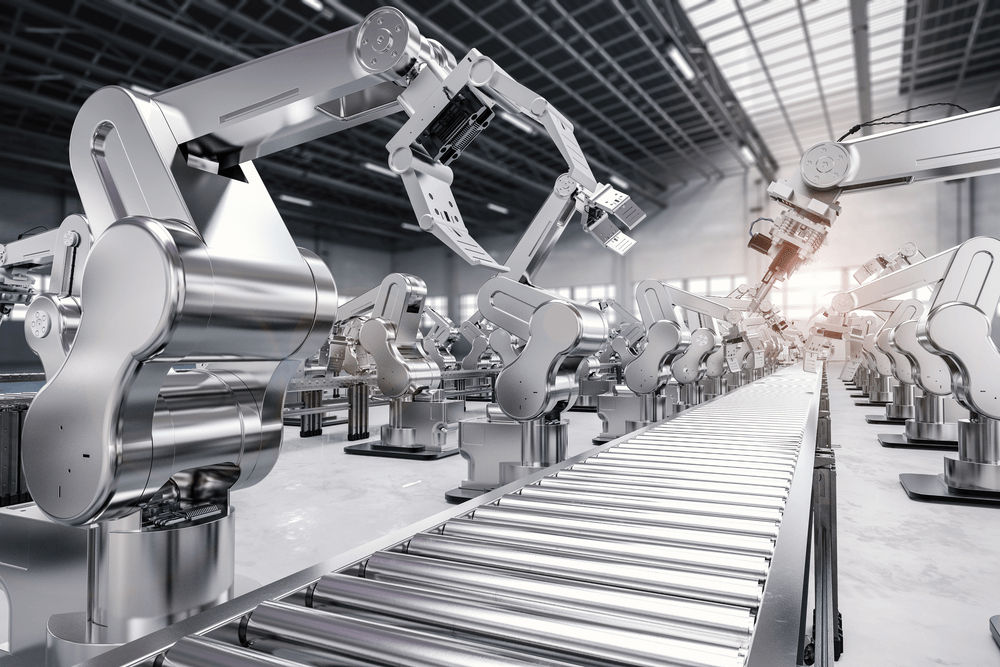
As the automated Conveyor Systems market is revving up to reach $7.62 billion by 2028 with a 4.5 percent CAGR, success-oriented companies, enterprises, and industries are gearing towards adopting integrated conveyor systems in carton handling, pallet handling, sorting systems, packaging and shipping, and other related manufacturing processes. Despite the numerous functions that are moving towards automation, the conveyor system remains at the core of many global manufacturing and distribution services – serving an indispensable role in creating overlooked efficiencies in commercial and industrial operations.
Whether you are a manufacturer, wholesaler, retailer, part of the logistics industry, distribution centers, or warehouses, the increasing industry demands and the need for maintainability and modularity are the driving forces toward progress.